









铭泰激光:电机铁芯材料越薄越好?
发布时间:2022-11-18 16:03:15
作者:铭泰激光_凌编
浏览次数:714
发布时间:2022-11-18 16:03:15
作者:铭泰激光_凌编
浏览次数:1403
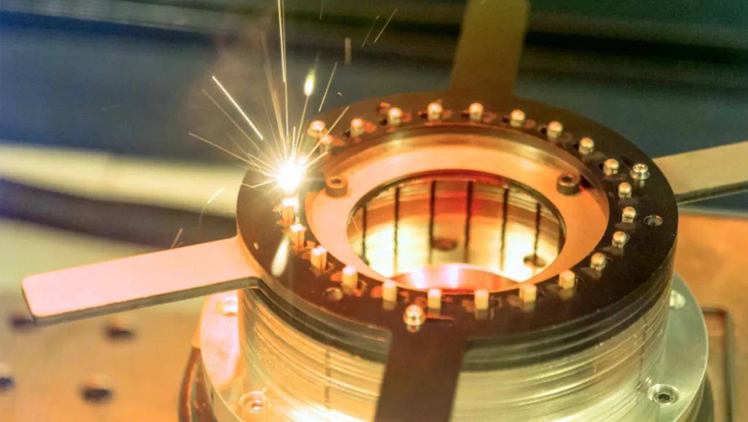
如何选择转子或定子叠片所用材料在电机设计中具有根本性和深远的影响,铁芯材料影响电机的输出、热量提升、重量和成本等特性(这里的术语“电机”被松散地用于包括发电机、转速表、旋转变压器、交流发电机等)。很少有工程学校花时间深入探讨这种材料选择,由于各种材料来自多个供应商,很难在一个地方找到所有材料的概述。
首先要明确的一点是,没有一种材料对每种应用都是最佳的(甚至是可用的),必须在成本、重量、尺寸和其他因素之间进行权衡。此外,制造后的叠片加工对所设计铁芯的性能有很大影响。材料选择的标准包括成本、渗透率、电磁损失和饱和通量密度。磁导率和磁芯损耗随磁通反转频率(以赫兹为单位)和磁通密度而变化,在某些应用中,磁滞曲线的形状变得很重要。每种可用的材料都针对其中的一种或多种特性进行了优化,而在其他方面则不够完美。
电机选择合适的钢材时,必须考虑几个因素。
目前,电机铁芯最常用的材料一般为冷轧层压钢材,这种材料是批量应用的最低成本材料,易于冲压和低刀具磨损有助于降低成品层压的成本。在可接受较高堆芯损耗(直流极片、低占空比等)和低成本的终端设备的应用中,应考虑使用碳钢,当然,这种材料的磁性和机械性能更具决定性的因素之一。材料越薄,高频涡流损耗越低,电机的效率提高了。这反过来意味着更低的耗电量,从而在相同的电量容量水平,更远的传输距离范围。根据下面的功率公式,最好的材料厚度是越薄越好。
薄板更薄,生产时间更长,产能降低
以定子外径为250毫米、叠层高度为120毫米的电动机为例,薄板厚度越薄,就需要更多的层压以达到所需的总高度。冲压速度在220冲程/分钟(对于0.25 mm厚的板材)和250冲程/分钟(对于0.35 mm)之间变化,具体取决于板材厚度。考虑到废品、停机时间和系统的可用性,生产量将在每小时32堆(0.35 mm)到19堆(0.25 mm)之间,这意味着冲压时间增加了1.7倍。
考虑效率最大化,但不是独立于应用
强电电机可以用大量的牌号钢材生产,当选择纯电动操作的驱动电机时,首要的问题是使用质量更高、更薄、因而更昂贵的电工钢能节省多少成本。即使是相对较小的效率差异也会影响电池的续航里程,从而影响所需的(非常昂贵的)电池容量。
如果电机仅用于支持轻度混合动力汽车中的内燃机,或者车辆拟在短距离或中距离(如混合动力或插电式混合动力汽车中)纯电动运行,则对性能曲线的要求较低。除了发动机节省材料外,所需的蓄电池容量也大大降低,这就是为什么在0.3到0.35 mm的厚度范围内降低电机效率是有意义的。
此外,极薄的铁芯钢材可以提高高速电机的效率,特别是定子的效率,但在转子中,往往需要达到非常高的强度,而不是较薄的厚度,特殊的连接工艺,如全表面粘合,使转子设计也对效率有积极影响。
结论
薄并不总是好,从可加工性、成本、应用领域、效率和电机设计的其他技术因素的整体角度来看,必须以非常不同的方式看待铁芯钢的使用,许多条件清楚地表明有利于使用不同厚度的钢材。